

Supercapacitor Shell Rolling und Nut-Dichtungs-Maschine, Batterie-Satz-Fließband
Shell - rollende Nutlinie
Einleitung 1,1 zu den Gerätfunktionen und -prinzipien:
Das Fließband der vollautomatischen Fertigung wird aus automatischer Oberteilzufuhr, automatischer Nutrolle und Kreisfördererlinie verfasst. Unter ihnen wird die Fütterungsmaschine des automatischen Oberteils benutzt, um die Funktionen des Staubsaugens an beiden Enden der bloßen Zelle, des Außendurchmessers, der formen, des messenden Durchmessers, der automatischen Formung des negativen Elektrodenohrs, des Pfostenfaltenohrs, der automatischen Fütterung des Aluminiumoberteils, der Schlagreinigung und der automatischen Oberteilfütterung zu verwirklichen. Das automatische Nutwalzwerk wird benutzt, um die Funktionen der automatischen Schmieröleinspritzung, Nutrollen und das Versiegeln der Batterie zu verwirklichen, und die Ringlinie wird benutzt, um den Logistikzyklus der Batterie in jeder Einheit der Fertigungsstraße zu verwirklichen.
Gesamterscheinung 1,2 der Ausrüstung (mit Zeichnungen)
Gesamtgröße 1.2.1: Länge: 4500mm x Breite: 1200mm x Höhe: 1600mm;
Auftritt 1.2.2: der betonte Rahmen nimmt schweißende Struktur des Querpasss an, und der obere versiegelnde Rahmen nimmt die Aluminiumlegierungsprofilstruktur an, versiegelt mit Plexiglas;
Schnittstelle mit 1.2.3 Operationen: jedes Gerät wird mit einem unabhängig betriebenen Touch Screen ausgerüstet, der einfach zu benützen und einfach instandzuhalten ist;
1,3 Hauptkomponenten der Ausrüstung
1.3.1 pneumatische Komponenten: SMC-Produkte von Japan;
elektrisches Kontrollsystem 1.3.2: der PLC nimmt OMRON-Produkte von Japan an, und der Touch Screen nimmt EVIEW-Produkte an;
1.3.3 lineare Führungsschiene, Kugelumlaufspindel, lineares Lager, etc.: HAIWIN-Produkte werden angenommen;
Servomotor 1.3.4: Panasonic-Produkte werden benutzt; Schrittmotor: unter Verwendung der Produkte von Sanyo-Firma von Japan;
Sichtverarbeitungssystem 1.3.5: KEYENCE-Produkte von Japan;
1.3.6 Punktschweissenstromversorgung: Produkt 8000A von miyaki Firma von Japan;
Drehteiler 1.3.7: Produkte von Taiwan bräunen Tochtergesellschaft werden angenommen;
2. Ankommende Materialien und Produktbeschreibungen passend für die Fertigungsstraße
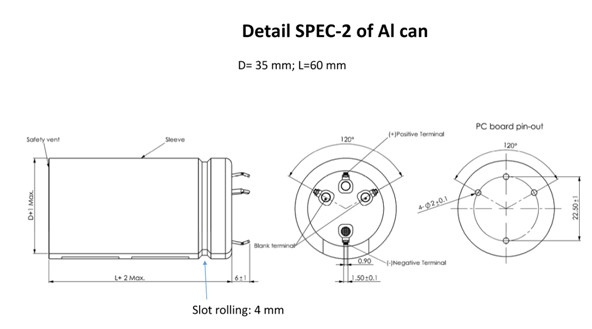
2,1 Produktbeschreibungsstrecke, dass die Ausrüstung produzieren kann: Produkte mit 35600 Reihen;
polare Form des Ohrs 2,2: 1 positives Ohr; Ein negatives Elektrodenohr; Die positiven und negativen Elektrodenohren sollten im vertikalen Zustand sein, wenn die Batterie geliefert wird.
2,3 der Zelldurchmessertoleranz-bereich sind in der Lage, die Bedingungen des automatischen Aluminiumoberteilladens zu erfüllen.
III. technische Parameter der Ausrüstung
3,1 qualifizierte Rate von Ausrüstungsprodukten: ≥95% (wegen der schlechten Produkte verursacht durch die Maschine)
3,2 Ausrüstungskapazität/-geschwindigkeit: 20PPM;
3,3 Ausrüstungsdurchfallquote: ≤5% (Ausfall verursacht durch die Ausrüstung einzig)
Ausrüstung 3,4 elektrisch: Spannung AC220±10%, Energie 10KW
Druckluft 3,5: 0.6mpa
sollte gute ergonomische Leistung 3,6 im Maschinenentwurf erzielt werden;
3,7 Aluminium, Edelstahl oder Galvanisierung werden als die strukturellen Materialien der Maschine bevorzugt;
Vier, jedes Maschinenarbeitsprinzip und kurze Erklärung
Fütterungsmaschine der automatischen Batterie 4,1
Einleitung 4.1.1 zu den Gerätfunktionen und -prinzipien:
Die Fütterungsmaschine der automatischen Batterie ist eine vollautomatische Produktionsausrüstung, die benutzt wird, um die Funktionen des automatischen Greifens mit 35600 Batterien, der Staubextraktion an beiden Enden zu verwirklichen, die Batterie, die formen, der in Position bringende und formende Kathodenansatz, Durchmessermaß, Pfostenfaltenansatz, absorbierender Staub des Aluminiumoberteilfütterungs, Aluminiumoberteils, die automatische Fütterung der Batterie und das automatische Stanzen.
Die Batterie Fütterungsmaschine, die des automatischen Oberteils eine vollautomatische Weise, die Batterie annimmt, ist automatisch Input zum Arbeitsplatz vom Vorreihenfolgenzuggurt durch die Weise des automatischen holenden Roboters zu ergreifen und zu laden, nimmt die Batterieoberteilfütterung die Weise der stapelnden, automatischen Identifizierung des Silos von positivem und von negativem an.
4.2.2 AusrüstungsSteuerfluss
Die Zugschnur, zum von Batterien zur Station des automatischen Vorschubs zu schicken - Sammelnroboter seien Sie die holenden Batterien gewillt und die Positionierung der Befestigung wird in die Drehskala zu den Batterien eingesetzt, um Staub, Schönheitschirurge, um Plastikbatterien herzustellen und Testzelldurchmesser automatisch zu extrahieren - automatische des Aussortierunges unqualifizierte Batterien - Stellwerkrotation und die Positionierung vom Ohr des negativen Pfostens des Ohrs, das Organisation des Ohrplastiks mit zwei Pfosten umgestaltet - automatisches Verbiegen auf Anodenohr - Aluminiumautomatische Identifizierung des automatischen Vorschubs des oberteils (positive und negative Richtung) und Aluminiumoberteil automatisch in die kleine Skala, die Befestigung zur Aluminiumoberteilstaubextraktion, Batterien, automatisches ladendes Aluminiumoberteil in Position bringt - Rotationsmanipulator unter dem Batterieholen drehen 180 ° in die Befestigung von Fördererlinie und -strom das Pool wird zur afterwork Station nach dem Förderergrundsatz transportiert.
Zusammensetzung 4.1.3 von Hauptkomponenten
Aufladungsroboter 4.1.3.1 der elektrischen Zelle: der 4 dof Roboter wird benutzt, um die automatische Aufladung der elektrischen Zelle zu verwirklichen.
automatisches Fütterungssystem 4.1.3.2 des Aluminiumoberteils: es wird aus Voorratsbehälter, Drehschaltgetriebe, Motor, Reduzierer, Aluminiumoberteilfront und hinteres Entdeckungsgerät, etc. verfasst, das verwendet wird, um die automatische Fütterung des Batteriealuminiumoberteils zu verwirklichen.
Stations-Drehskala 4.1.3.3 12: 1 Satz, dem Motor, Reduzierer, Drehteiler mit 12 Stationen, aus elektromagnetischer Kupplung, Spannvorrichtung, die Station 12, die Diskette indexieren, etc. in Position bringend bestehend, wird benutzt, um Positionierungsund festklemmend und drehendes Getriebe der Batterie an jeder Station zu verwirklichen.
4.1.3.4-sechsstationsdrehskala: ein Satz, Motor, Reduzierer, aus Sechsstationsdrehteiler bestehend, die Spannvorrichtung, Platte, etc. teilend in Position bringend, wird für Batterieoberteilgetriebe und Batteriezellversammlung benutzt.
4.1.3.5-Batterie, die Station formt: sie wird aus einem Aufladungsmanipulator verfasst, eine festklemmende Hand für die formende Batterie und ein Entdeckungssensor, ein etc., das für das Greifen der Batterie von der Fernleitung, die Formung des Außendurchmessers der Batterie, nachdem man gewickelt hat, und die Entdeckung des Außendurchmessers der Batterie verwendet wird.
4.1.3.6, das Station des negativen Elektrodenohrs in Position bringt: es wird aus einem automatischen drehenden Gerät und einem Positionserfassungsmechanismus des negativen Elektrodenohrs, des etc. verfasst, das verwendet wird, um die Positionierung des negativen Elektrodenohrs der elektrischen Zelle zu verwirklichen.
negatives Ohr 4.1.3.7, das Station formt: sie wird aus einem festklemmenden Formungsmechanismus und einem Entdeckungs-Sensor verfasst, die für die Formung von zwei negativen Ohren beziehungsweise benutzt werden.
automatische verbiegende Station 4.1.3.8 des negativen Ansatzes: er wird aus elektrische Zellstellmechanismus und 2 automatischen verbiegenden Mechanismen negativem Ansatz verfasst, der benutzt wird, um das automatische Verbiegen des negativen Ansatzes zu verwirklichen.
Ladestation 4.1.3.9 der elektrischen Zelle: sie wird aus Aluminiumoberteilstellmechanismus, automatischem Aufladungsmechanismus der elektrischen Zelle, Entdeckungs-Sensor, etc. verfasst, das verwendet wird, um die automatische Aufladung der elektrischen Zelle zu verwirklichen.
Drehentladungsstation 4.1.3.10-Batterie: sie wird aus dem Greifen des drehenden Manipulator, des etc. verfasst, das verwendet wird, um die vertikal vom Mund leicht geschlagen zu werden Batteriezelle zu verwirklichen, zur Unterseite, nachdem man in das Aluminiumoberteil geladen worden ist und in die Batteriebasis der Kreisbeförderungslinie sich setzte.
automatisches Walzwerk des Schlitzes 4,3
Einleitung 4.3.1 zu den Gerätfunktionen und -prinzipien:
Dieses automatische Nutwalzwerk ist eine vollautomatische Produktionsausrüstung, die benutzt wird, um das automatische Nutrollen zylinderförmiger Batterie 35600 zu verwirklichen. Die Maßpräzision der Nut ist, wie folgt (sie kann entsprechend dem tatsächlichen Batterieoberteil und der Kappe von Partei A) geändert werden und justiert werden:
Rollenschlitzgröße
Mit der Basis der Batterie mit der Transportlinie, durch die Rotationsmanipulatorbatterie, die in die Drehskala in Position bringt Befestigung holt (2 A), die teilende Diskette wird für jeden Standort auf der folgenden Arbeit getan: automatische Einspritzung des Batterieoberteils, automatische Rollennut, Vakuum herauf Staub saugen und Entdeckung, nachdem Nutaluminiumoberteil gerollt worden ist, um zu sehen, wenn es irgendeinen Bruch, Kurzschluss, automatische Entdeckung in der Zellwandbeschichtung, automatischen Ausschnitt, etc. gibt. Nachdem die rollende Nut abgeschlossen ist, wird die Batterie zusammen mit der Ringfördererlinie transportiert, und die Batterie wird manuell von der Basis herausgenommen und setzte sich in die rotierende Platte.
Steuerfluss mit 4.3.2 Geräten
Mit Fahrgestellebatterie mit Fördererlinie zum Rad und das Drehmanipulatorbatterieholen und inneres Rad einziehen Befestigung 2 (1) - > Batterie mit und ohne den automatischen Entdeckungs- und Batterieoberteilspray - automatische Rollennut - defekter Test des Vakuumabsorbierender Staub- und -batterieoberteils Vakuum- > Batteriekurzschlusstest zur Zellwandbeschichtung in Position bringend, automatisches Stanzen.
Zusammensetzung 4.3.3 von Hauptkomponenten
4.3.3.1-sechsstationsdrehskala: sie wird aus einem Motor, einem Reduzierer, einem Sechsstationsdrehteiler, einer elektromagnetischen Kupplung, einer Positionierungsspannvorrichtung und einer Sechsstation verfasst, die Skala, etc. teilen, das verwendet wird, um die Positionierung und das Festklemmen der Batterie und das drehende Getriebe an jeder Station zu verwirklichen.
4.3.3.2, das oberen dreht (unteren) Fütterungsmanipulator: er wird aus zweistelligem 180° verfasst, das drehenden Mechanismus, oberer und untererer beweglicher Mechanismus, pneumatischer Finger, die Batterie in Position bringen Befestigung, Entdeckungs-Sensor, etc. austauscht, das verwendet wird, um die automatische Fütterung und die Entladung der Batterie von der Beförderungslinie zum Nutwalzwerk zu verwirklichen.
4.3.3.3-Batterieladenentdeckung und automatische Öleinspritzungsstation: sie wird aus Entdeckungs-Sensor, automatischem Öleinspritzungsgerät, örtlich festgelegter Klammer, etc. verfasst, das für die Prüfung verwendet wird, ob es irgendein Batterieladen und Schmieröleinspritzung auf der Oberfläche des Batterieoberteils gibt, zum der Reibung des Gewindebohrers auf Batterieoberteil während der rollenden Nut zu verringern.
automatische rollende Nutstation 4.3.3.4: sie wird aus elastischem Hochwindenmechanismus der Batterie, Stellmechanismus, leitender Dorn, drehender Werkzeugkopf verfasst, Nocken-artiges Schaltgetriebe und oben-Drückenmechanismus, um automatische rollende Nut der Batterie zu verwirklichen.
4.3.3.5-Vakuumsaugstaub und Aluminiumoberteilschadenentdeckungsstation: sie wird aus auf und ab Bewegungsmechanismus, Vakuumsaugmechanismus, Vakuumentdeckungsmechanismus, etc. verfasst, das für Staubextraktion von der inneren Wand der Batterie verwendet wird, nachdem man Nut und Entdeckung des Aluminiumoberteilschadens gerollt hat.
4.3.3.6-Isolierungsprüfstand: er wird aus auf und ab Bewegungssonde, Entdeckungs-Sensor, Isolierungsprüfvorrichtung, etc. verfasst.
automatische klebende Position 4.3.3.7: sie wird aus einem up-down Bewegungsmechanismus, ein drehender Bewegungsmechanismus und ein klebendes System, ein etc. verfasst, das verwendet wird, um das automatische Kleben der inneren Wand der Batterie zu verwirklichen.
ringförmige Linie des Förderers 4,4
Diese Fernleitung wird benutzt, um die Zirkulation der Batterie (installiert in die Fahrgestelle) in jeder Station der Fertigungsstraße zu verwirklichen. Die entsprechende Station wird mit Halthaltmechanismus und -Schaltgetriebe ausgerüstet. Die Batterie, die durch die rollende Nut abgeschlossen wird, wird in den Umsatzbehälter durch den Fütterungsmanipulator geladen.
Fünf: allgemeine Konfiguration und Standard der Ausrüstung
Farbe mit 5,1 Geräten: das Farbbrett herrscht vor
5,2 messende 10MM von der äußeren Wand der Maschine, die Geräusche des Ausrüstung ≤ 80db
5,3 die Ausrüstung stimmt mit den Sicherheitsnormen von relevantem mechanischem und Elektrogeräte des Zustandes und aller Sicherheitsnormen und Anforderungen überein, die durch den Sicherheitscode der Partei A. erfordert werden.
5,4 werden chinesisches Benutzerhandbuch und Ausrüstungspflegewartungs-handbuch befestigt.
werden elektrische 5,5 Kontrollkarte, pneumatische Kontrollkarte, Spezifikation von Kaufteilen, Quellcode und andere Materialien der Maschine nach dem Zufall geliefert.
5,6 der Verkäufer versehen den Käufer mit der Liste und den Zeichnungen von verschiedenen Teilen für den Ersatz der Vielzahl.
5,7 Verschleißteile werden zur Ausrüstung befestigt:
5,8 stellen Sie eine Liste von verletzbaren Teilen, einschließlich Namen, Zahl von Einheiten, Spezifikation, Modell oder Zeichnung, Marke, geschätzte Lebensdauer und andere Informationen zur Verfügung.
VI. Betriebsumgebungsanforderungen der Ausrüstung
6,1 Gewicht Ausrüstung: über 600Kg; Ausrüstungsgröße: Länge × Breite × Höhe = 2100mm×1300mm×1540mm;
6.2. Umgebende Temperatur: bestimmt durch die Umwelt der Werkstatt der Partei a;
6,3 Steuerstromversorgung: einphasiges 220V, 50HZ, Schwankungsstrecke der Spannung 5KVA: + 10%-10%;
6.4. Druckluft: nachdem dem Trocknen Filtrations- und Druckstabilisierung: der Ausgangsdruck ist größer als 5.0kg/cm2;
6,5 Partei a garantiert, dass die Luft auf dem Standort ungehindert ist;
1. Neues Ausrüstungsversprechen
Unsere Firma garantiert, dass die Waren, die zu den Kunden bereitgestellt werden, nagelneue, komplette und unbenutzte Ausrüstung sind.
2. Vertraulichkeitsverpflichtung
Unsere Firma verspricht, dass ohne die schriftliche Genehmigung irgendeiner Partei, der anderen in Verbindung stehenden Zeichnungen der Partei, der technischen Informationen, der Geschäftsinformations- und Sektorgeheimnisse und der technischen Geheimnisse nicht zu den Drittparteien in jeder Hinsicht durchsickern gelassen werden darf.
3. Kundendienstverpflichtung
(1) zwei Monate nach Versand der Ausrüstung, ist Partei B für nicht menschliche Störungen in einer fristgerechten und freien Garantie innerhalb eines Jahres verantwortlich (wenn die Ausrüstung fehlerhaft ist, reagiert das Kundendienstpersonal innerhalb 2 Stunden, nachdem es die Mitteilung empfangen hat. Entsprechend der Situation muss Personal innerhalb 48 Stunden existieren. Keine später als 60 Stunden, die Kontinuität der Produktion durch den Käufer sicherstellen;
(2) nachdem die Ausrüstung den Garantiezeitraum geführt hat, wenn es ein Problem gibt, verständigen sich die zwei Parteien und beschäftigen es. Bei Bedarf wird Nachverkaufspersonal gesendet, um es zu reparieren, und nur die Kosten werden berechnet. En
(3) während des Garantiezeitraums vereinbarte im Vertrag und die technische Vereinbarung, die von den zwei Parteien, die Firma unterzeichnet wird, stellt eine Garantie für Qualitätsprobleme zur verfügung, die nicht durch menschlichen Schaden während des normalen Gebrauches unserer Produkte verursacht werden.













