
Kadmium-Nickel 600KG 80PPM 13KW, Zinknickelbatterie-Plattenstanzmaschine
Beschreibung 1.Brief der Pfostenblattstanzmaschine
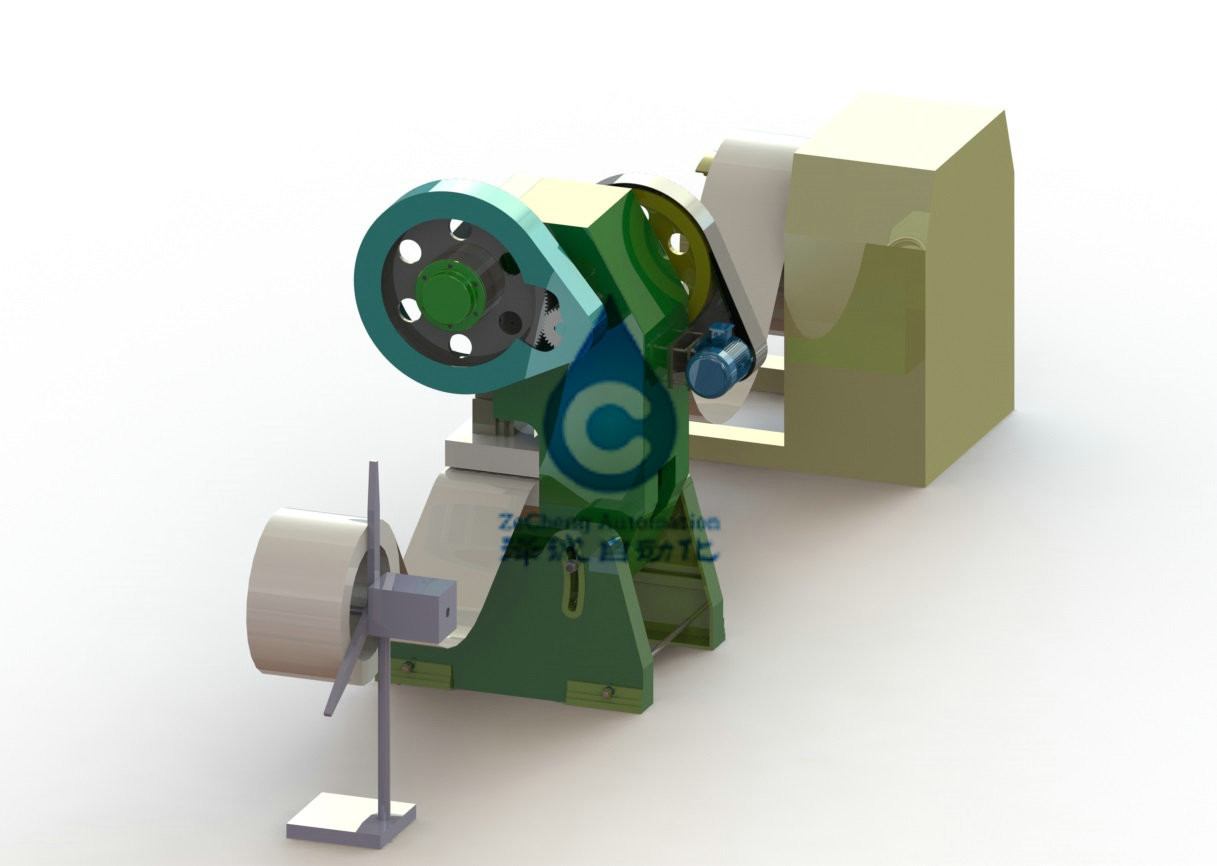
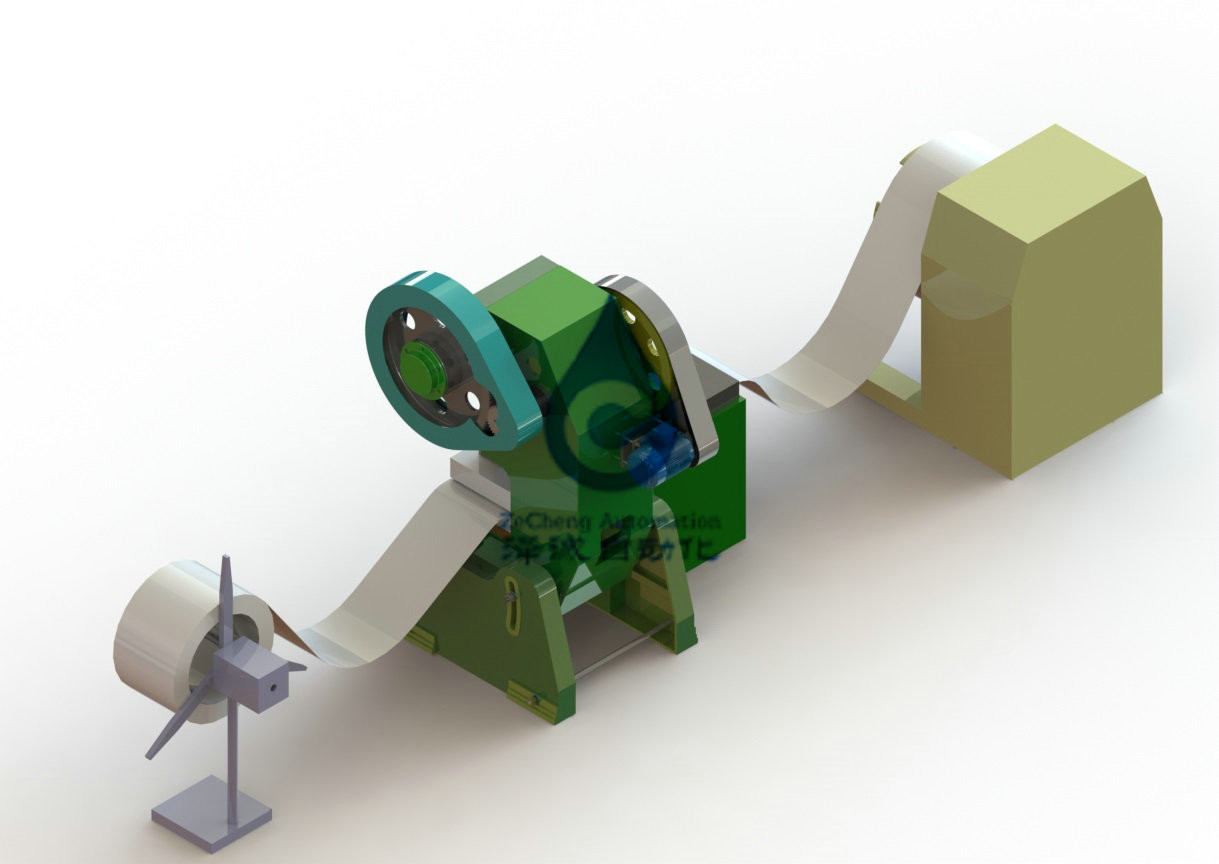
Die Ausrüstung ist für den Stanzenprozeß des Zug-artigen Elektrodengurtes der verschiedenen alkalischen Batterien wie Kadmiumnickelbatterie, Zinknickelbatterie, Nickelwasserstoffbatterie, Eisennickelbatterie, usw. passend. Es gibt zwei Arbeitsmodi: automatisch und manuell. Automatischer Arbeitsmodus des grundlegenden Arbeitsflusses, Walzwerk, die Rollen, die in polare Zone durch den Beförderungsmechanismus, Mechanismus entsprechend der Länge der einziehenden Polschuhmaßfreigabe übermittelnd installiert sind, holen in den Satz auf der Durchschlagsform, die Form des oberen Würfels ist installiert in den Pressediablock, Block auf und ab Bewegung auf dem Antriebsmodus wird positioniert in der Form extrem des Gurtausschnitts in Scheiben. Durch das Stanzenloch in der Mitte der Würfel- und Durchschlagstabelle, werden die Polschuhe in den Bandförderer unter dem Durchschlag fallen gelassen. Der Bandförderer mittelt die Polschuhe der sortierenden Station über. Der fertige Pfostenstreifen wird in unvollständigen porösen Streifenabfall gebildet, der die Wunde auf der erntenden Maschine und in Spule gesammelt ist.
![]()
Parameter 2.Technical der Ausrüstung
|
Einzelteil |
ZBCA01A-00 |
| Leistungsfähigkeit | Die maximale Schergeschwindigkeit ist- nicht kleiner als 80mal /min (wenn die Länge des Pfostenblattes 75mm ist), und die Schergeschwindigkeit ist- justierbar. |
| Die Gesamtleistung (Kilowatt) | 13 |
| Normale Betriebsleistung (Kilowatt) | 12,5 |
| Das Gewicht | 1000KG |
Komponenten der Ausrüstung 3Main
Es wird hauptsächlich aus einer Abrollmaschine, einem Fütterungsgerät, einer Stanzmaschine, einer Wickelmaschine und einem Bandförderer verfasst.
3,1 die Zusammensetzung der Abrollmaschine:
Der abwickelnde Abstand wird durch den elektrischen Reduzierer gefahren, der für das häufige Beginnen passend ist. Wenn sie eingeschaltet wird, beginnt die Abrollmaschine, sich automatisch abzuwickeln. Wenn der Pfostengurt zum Sensor der untereren Grenze fällt, hört die Abrollmaschine Abwickeln und wenn der Pfostengurt weg von dem Detektionsbereich des Sensors gezogen wird, die Abrollmaschine beginnt, sich wieder abzuwickeln auf. Die Abrollmaschine hat einen zuverlässigen bremsenden Mechanismus. Der Durchmesser der Installationswelle des oberen Pfostens der Abrollmaschine ist 38mm. Die Welle der Abrollmaschine wird mit einer axialen Positioniervorrichtung für die Pfostenbandrolle versehen, und die Ablenkplatte wird mit Positionierungs- und Getrieberadialstiften versehen. Die Abrollmaschine hat die Funktion des Vorwärts- und Rückabwickelns. Die Abrollmaschine hat ein Gerät, zu verhindern, dass des Pfostenbands zu Boden fällt. Die axiale Position der Installation des Reduzierers des Abwickelngerätes ist zur vertikalen Achse des Abwickelngerätes parallel. Das Abwickelngerät hat eine unabhängige elektrische Betätigungsvorrichtung.
3,2 die Zusammensetzung der Zufuhr:
Die pneumatische Fütterungsmethode wird angenommen, und die Fütterungsgeschwindigkeit ist justierbar und bringt die Geschwindigkeit der Stanzmaschine zusammen. Die Fütterungsbreite ist nicht kleiner als 220mm. Der Pfostengurt wird auf und ab durch den Presszylinder festgeklemmt, und die Zuführwalze wird benutzt, um das Material zu drücken. Der Presszylinder verursacht nicht Schaden der Oberfläche des Pfostengurtes. Die Fütterungslänge kann innerhalb des Bereiches 0-300mm willkürlich justiert werden, und die Anpassungslänge wird mit Referenznummern angezeigt. Das Schaltgetriebe hat Stallfütterung, mit Fütterungsführermechanismus und linkem und rechtem Grenzmechanismus des verstellbaren Pfostengurtes, die garantieren können, dass die Pfostengurtfütterung gerade ist und die Genauigkeit nicht ±0.5mm übersteigt, wenn der Rand des Pfostengurtes verdreht wird. Das Schaltgetriebe und die Bewegung des Durchschlagsdias haben gute Koordination, und die Aktionen der Fütterung und des Lochens und des Scherens dürfen nicht einander behindern. Das Schaltgetriebe hat die kompletten und zuverlässigen Sicherheitsvorrichtungen. Das Schaltgetriebe hat genügende Starrheit und sollte übermäßige Erschütterung nicht während der Hochgeschwindigkeitsoperation erzeugen. Die Höhe des Schaltgetriebes ist verstellbar, und die Verbindung mit der Durchschlagspresse ist fest.
3,3 Zusammensetzung der Durchschlagspresse:
OCP-80e Art die Durchschlagspresse, die durch Jinfeng Machinery Industry Co., Ltd. produziert wird, wird, mit einem Nenndruck von 80 Tonnen benutzt.
3,4 Zusammensetzung des Bandförderers:
Der Bandförderer ist am untereren Teil der Stanzmaschine installiert. Der Gurt nimmt Ring-artiges Stoffband, Elektroantrieb an. Die Länge des Bandförderers sollte garantieren, dass ein Ende an den Polschuh angeschlossen werden kann, der vom lochenden Loch fällt, und das andere Ende wird der Außenseite der Ausrüstung für ungefähr 500mm ausgesetzt. Ein Flaschenzug ist an der Unterseite des Bandförderers installiert, um die Anpassung der Fördererposition zu erleichtern.
Zusammensetzung 3.5The der Winde:
Die Winde wird durch den elektrischen Abstand gefahren, um das Material zu empfangen, das für das häufige Beginnen passend ist. Nachdem sie wenn das Schrottband zur oberen Grenze ausgedehnt wird, die Abrollmaschine aufhört zu rückspulen gelocht hat und geschoren hat. Wenn das Schrottband zur untereren Grenze fällt, beginnt die Winde, das Material zu sammeln. Das rewinder muss ein Gegengewicht haben, zum der genügenden Spannung auf dem Schrottgurt sicherzustellen, um die Geschwindigkeit des Gurtes am Rückspulenende sicherzustellen. Der Durchmesser der Installationswelle der SchrottBandspule auf der Winde ist 38mm. Es gibt eine überschüssige axiale Positioniervorrichtung der Bandspule auf der Windenwelle. Die Position des Pfostengurtpositionserfassungs-Sensors ist verstellbar. Die axiale Position der Installation des Reduzierers des Abwickelngerätes ist zur vertikalen Achse der Entladevorrichtung parallel. Das empfangende Gerät hat eine unabhängige elektrische Betätigungsvorrichtung.
3,5 Kontrollsystem:
Das elektrische Brett ist unabhängig innerhalb der Maschine installiert, und die Machtstromkreiskomponenten wie Durchsickernschalter-, DC-Stabilitätsstromversorgung, PLC zur Steuerung, Relais, Motorsteuerungsgerät, etc. sind nach innen installiert. Beziehungen zur Außenseite werden unter Verwendung der Verbindungsstücke und der Verteiler hergestellt. PLC nimmt OMRON an. Das Deckenteil des Stromkabels hat Perforierungen. Kabel und Lufteinlässe zwischen anderer Ausrüstung werden an der Unterseite verdrahtet und geleitet.













