
Hohe Genauigkeits-Batterie-Produktions-Ausrüstungs-vollautomatische Beschichtungs-Maschine
1,3 Hauptmodule und Funktionen:
Technische funktionellanforderungen
Be- und Entladung 1 mechanisches Handmaterial, zum der Kratzerbatterie, flexibler Entwurf, Bedarf zu verhindern, einen örtlich festgelegten Mechanismus des Deckels zu haben
Ausgerüstet mit Druck-haltenem Magnetventil, um zu garantieren, dass die Batterie nicht unter Notbedingungen wie Druckabfall und Leistungsabfall fällt
3. Ergreifen Sie die ankommenden Materialien, nachdem sie existieren, Zusammenstoß zu vermeiden
Tretlager 1, das einzieht, um das Risiko von mehr als einem Sog oder nicht am Tretlager, wenn das Tretlager, der mittlere Mechanismus, der oben gehoben wird, das Tretlager Mikrodeformation machen, und dann durch die zwei Seiten des Mechanismus zu verhindern gedrückt in die Trennung.
2. Der untere Halter wird etwas verformt, kann die Ausrüstung sein kompatibel mit Deformation und Fallen effektiv verhindern
Fütterungsmaterial 1 Plastik, das einzieht, um das Risiko des mehrfachen Sogs oder des Sogs, unter Verwendung des Filmes zu verhindern teilt Schraube, um den Widerstand des Filmes zu erhöhen teilend, unter Verwendung der Vakuummeterwarnung, um Filmabsorption zu verhindern.
2. Nach Plastik-Versammlung ist die Abweichung der Längen- und Breitenrichtung zum Medium ≤0.5mm.
3 mit Freigabe-antizurückhaltengerät Plastik materiellem, verhindern Materialien an rückwärts gesetzt werden.
Die Fütterungsquantität ist auf einmal ≥300EA, und der Zuführungsgang ist ≥60min
Mylyn und heiße Schmelze des Substrates 1 effektiver schweißender Bereich ≥50%.
2. Positionierung von Genauigkeit nach dem heißen Bleichen von Plastik und von Substrat: ±0.5mm.
3. Impulsschweißmethode, kein Drahtziehen, virtuelles Schweißen; Schweißungsdruckspannung >10N.
4. Die hervorstehende Höhe des schweißenden Bereichs ≤0.3mm; Die Temperaturüberwachungsstrecke ist von 130-300℃ justierbar. Der Unterschied zwischen der heißen Schmelztemperatur und dem tatsächlichen Temperatureinstellwert ist ≤±3℃. Der Einstellwert ist ±1℃.
Der effektive schweißende Bereich von Plastik beschichtete Zelle und heiße Schmelze mit Plastikabdeckung 1 ist ≥50%
Schweißmethode mit 2 Impulsen, kein Drahtziehen, kein virtuelles Schweißen.
3. Die hervorstehende Höhe des schweißenden Bereichs ist ≤0.3mm.
4. Der Abstand zwischen der Oberkante von Plastik und der Außenseite des Spitzendeckels wird durch die endgültige Zeichnung bestimmt. Die Ausrüstung kann die Höhe des Verpackens der Teile ≥4.5mm der oberen Abdeckung erzielen Plastik(abhängig von der endgültigen Zeichnung) und Breite abhängig von der endgültigen Zeichnung schweißen
Positionierung von Genauigkeit der Schweißenszone: ±0.2mm.
6. Die Größengenauigkeit des Schweißensdruckens: ±0.2mm.
Plastik verkratzt nicht, faltet sich nicht, die Zelle verkratzt nicht, decarburize nicht.
8. Schweißenskennzeichen werden nicht zur Zellmembran geschweißt; Der Unterschied zwischen der heißen Schmelztemperatur und dem tatsächlichen Temperatureinstellwert ist ≤±3℃.
Zusätzlich zum Grund von ankommenden Materialien, kann die Enge von Plastik-Verpacken das Oberteil nicht beeinflussen.
heiße Zeit ≤3s (den heißen Schmelzeffekt sicherstellen), Genauigkeit ±0.1s, 0~10s justierbar (Bedarf, heiße Schmelzzeitaufzeichnung zu machen), heiße Schmelzzeitregelgenauigkeit der Schmelze 10: Sollwert ±0.1s, über der Warnung hinaus, Datenrealzeitaufzeichnung, nachweisbar.
11 heiße Schmelztemperatur 130~300℃ justierbar, Temperaturüberwachungspräzision: Sollwert ±1℃, über der Warnung hinaus, Datenrealzeitaufzeichnung, nachweisbar.
Kleber des Klebers 1 (ausschließlich der ankommenden materiellen Probleme) zum von Kontinuität, von keinem defekten Band, von Viskose, von usw. sicherzustellen
Er kann mit Bändern mit Breite von 15mm~70mm kompatibel sein; (die Bandspezifikation ist abhängig von der abschließenden Konstruktionszeichnung)
Kein Frilling, lamellierende Zelle, eine Seite „L“ Kleber mit der Länge von 5~50mm kann justiert werden
4 ändernde Gummizeit ≤2min
Klebender Test, ob das Band existiert, die unglued Zelle wird entladen
Batterie, die 1 zuverlässige Reichweite, kein Materialfallen oder verleitete Materialien, die wiederholte Präzision der Mechanismusoperation ≤±0.05mm löscht
2. Flexibler Entwurf des Manipulator, die Teile wie der Manipulator in Verbindung mit dem Produkt kann nicht vom Metall gemacht werden
Fütterung des Filmes 1.3.1Mylar und des Substrates
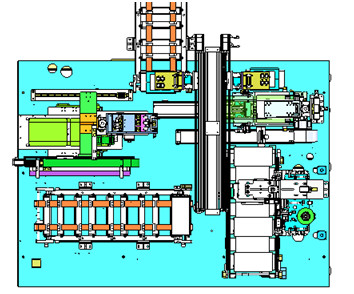
1,1 Gerätfunktionen und -einleitung
Dieses Gerät wird hauptsächlich benutzt, um den Zusammenbau (heiße Fusion) des Batterieunterseiten-Halterblattes zu verwirklichen und Plastik-Film, der Zellumschlag (heiße Fusion), der Kleber und andere Funktionen (die folgende Zahl ist ein schematisches Diagramm abhängig vom tatsächlichen Entwurf), der spezifische Prozess wird in der Zahl unten gezeigt (als nur Referenz).
Die Fütterung von Plastik-Film und -Bodenplatte wird hauptsächlich aus Plastik-Film verfasst und Fütterungsplattform der Bodenplatte, Ionenfan, Bodenplatte und mylyn Fütterungshand, Übersetzungsmodul, etc. wegen der Reibung zwischen Plastik-Film und Film und zwischen dem Substrat und statischen der Elektrizität des Substrates führen, um, durch den Schlagionenwind zu filmen und Filmabsorption, zum der statischen Elektrizitäts zwischen ihnen zu entfernen, wenn sie Materialien durch die Mitte nehmen und an beiden Enden der Reibung wird der Film getrennt, um eine Zeit zu verhindern zu nehmen mehr als eine, mehrschichtig.
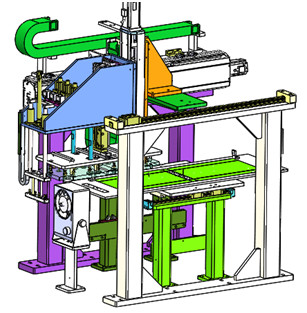
heißer Standort mit 1.3.2 Umschlägen Schmelz
① klebender Mechanismus wird hauptsächlich aus Filmplatzierungsmechanismus, klebendem ziehendem Mechanismus, klebendem Ausschnittmechanismus und Kleberschaltgetriebe verfasst. Die Hauptrealisierung des eingeschlagenen Batterieendstückklebers, im Kleber, bevor die Batterie örtlich festgelegt ist, das klebende Schaltgetriebe nimmt zum Batterieendstück auf; Das Gummischaltgetriebe hat ein Vakuumwarnungsgerät, das eine Warnung gibt, wenn der Gummi fehlt, oder der Gummiriemen nicht aufgesogen wird, und das Personal zu erinnern, den Gummiriemen zu ersetzen oder den Gummi in der Zeit wieder zu schneiden.
③ 1,4 Grundausstattungsparameter
⑤ (1) aktueller Inhalt: ≥6PPM;
⑦ (2) Ausrüstungsertrag: 99,5% (ausgenommen schlechte ankommende Materialien)
⑨ (3) Ausrüstungsenergie: ≥98%
11 Plastik Film- und Substratfütterungszeit ≥60min;
(5) Gesamtleistung 13: ≤20KW.
15 Stromversorgung mit 6 Konfigurationen: AC380 V±10% 50HZ, 25A±10%
16
17 . Druckluft: Druck ≥0.5~ 0.65mpa, Fluss ≥200L/min, Auslastung 50% (der Außendurchmesser des Vakuumrohreinlasses der Druckluftausrüstung, die vom Kunden zur Verfügung gestellt wird, ist 16 Millimeter);
19 Bodenlastsanforderungen: ≥750kg/㎡;
20. Auftrittfarbe: gemacht entsprechend den Anforderungen des Brettes der Partei a Farb;
21 Vakuumquelle: -90kpa (der Außendurchmesser des Vakuumrohreinlasses der Vakuumquellausrüstung, die vom Kunden zur Verfügung gestellt wird, ist 12mm);
1. Neues Ausrüstungsversprechen
Unsere Firma garantiert, dass die Waren, die zu den Kunden bereitgestellt werden, nagelneue, komplette und unbenutzte Ausrüstung sind.
2. Vertraulichkeitsverpflichtung
Unsere Firma verspricht, dass ohne die schriftliche Genehmigung irgendeiner Partei, der anderen bezogenen Zeichnungen der Partei, der technischen Informationen, der Geschäftsinformations- und Sektorgeheimnisse und der technischen Geheimnisse nicht zu den Drittparteien in jeder Hinsicht durchsickern gelassen werden darf.
3. Kundendienstverpflichtung
(1) zwei Monate nach Versand der Ausrüstung, ist Partei B für nicht menschliche Störungen in einer fristgerechten und freien Garantie innerhalb eines Jahres verantwortlich (wenn die Ausrüstung fehlerhaft ist, reagiert das Kundendienstpersonal innerhalb 2 Stunden, nachdem es die Mitteilung empfangen hat. Entsprechend der Situation muss Personal innerhalb 48 Stunden existieren. Nicht später als 60 Stunden, die Kontinuität der Produktion durch den Käufer sicherstellen;
(2) nach der Ausrüstung hat den Garantiezeitraum, wenn es ein Problem gibt, die zwei Parteien sich verständigen und beschäftigen es geführt. Bei Bedarf wird Nachverkaufspersonal gesendet, um es zu reparieren, und nur die Kosten werden berechnet. Zh
(3) während des Garantiezeitraums, der im Vertrag und in der technischen Vereinbarung unterzeichnet werden von den zwei Parteien vereinbart wird, stellt die Firma eine Garantie für Qualitätsprobleme zur verfügung, die nicht durch menschlichen Schaden während des normalen Gebrauches unserer Produkte verursacht werden.













