
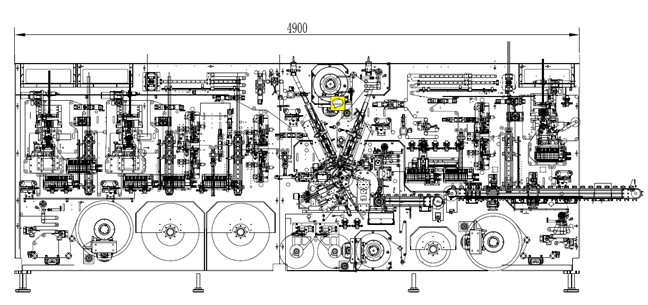
Vollautomatische Film-Herstellungs-Wickelmaschine-Batterie-Versammlungs-Ausrüstung
1,1: Einleitung zu den Gerätfunktionen und -prinzipien
Dieses Gerät integriert die Filmherstellungsfunktion und wickelnde Funktion der Lithium-Batterie-Zelle. Um die positiven und negativen Elektroden der Batterie zu prüfen, wird das Elektrodenohr in das Produktionsverfahren geschnitten (die Länge des Elektrodenohrs kann justiert werden). Der Ultraschallschweißer schweißt das Elektrodenohr und befestigt Schutzband. Nach der Fertigstellung des Produktionsverfahrens, wickelt die Ausrüstung automatisch den Polschuh und Membran, kleben den Endkleber. Nach dem Wickeln und der Formung wird die Zelle durch den Übergangsmechanismus übertragen. Der Übergangsprozeß enthält heißes Loch, Kurzschlussentdeckung, weist defekte Produkte und andere Mechanismen zurück, um zu verhindern, dass defekte Produkte in den folgenden Prozess fließen.
1,3: technische Parameter der Ausrüstung
ladende Materialanweisung 1.3.1:
| Zahl der hängenden Rolle | Die Breite (Millimeter) | Stärke (MU) | Die Länge (Millimeter) | Maximaler materieller Durchmesser | Kerndurchmesser | |
| Das Pluspolstück | 1 | 55-60 | 60~300 | 500-1200 | φ450 | φ76.2 |
| Negativer Polschuh | 1 | 55-60 | 60~250 | 500-1200 | φ450 | φ76.2 |
| Die Membran | 2 | 55-62 | 16~25 | ----- | φ300 | φ76.2 |
| Das Pluspolohr | 1 | 4 | 80~150 | 40-70 | φ300 | φ76.2 |
| Das Ohr des negativen Pfostens | 2 | 4 | 50~100 | 40-70 | φ300 | φ76.2 |
| Pluspolohrband | 2 | 8~20 | 20~100 | 50-60 | φ150 | φ76.2 |
| Ohrband des negativen Pfostens | 4 | 8~20 | 20~100 | 50-60 | φ150 | φ76.2 |
| Positives Ejektorband | 1 | 10~15 | 20~100 | | | φ200 | φ76.2 |
| Überprüfen Sie Band | 1 | 20-60 | 20~70 | 30~60 | φ200 | φ76.2 |
Stellenspezifikation des Ultraschallschweißens 1.3.2
1) Marke und Quantität des Ultraschallschweißers
Positive Elektrode: 1 Superschweißgerät der populären Wissenschaft
Negative Elektrode: 2 Superschweißgeräte der populären Wissenschaft
2) Schweißensstellenanforderungen
Streifen des Pluspols 3mm×25mm; Der negative Pfosten ist 3mm×4mm, und die Gesamtlänge der vier Punkte ist 25mm.
3) Nutzungsdauer des Schweißenskopfes
Positives Elektrodenschweißenskopf ≥ 700.000mal; Negatives Elektrodenschweißenskopf ≥ 120.000mal (Simplex);
4) Zahl von polaren Ohren
Ein Pluspol, zwei negative Pfosten;
Prozess 1.3.3 des schützenden Klebers für Pfostenflecken
1) eine Gruppe Pluspolpaare;
2) die zwei Gruppen des negativen Pfostens können zusammen geklebt werden, um keinen Kleber auf der Außenseite des äußeren Pfostenohrs zu erzielen d.h. nur drei Stücke Kleber geklebt werden können.
Größe mit 1.3.4 Nadeln
Nadeldurchmesser: 3.5mm; Passend für die 18650 Zellwicklung.
1.3.5 Produktgenauigkeitsanforderungen
1) die Abweichung zwischen der Länge und der Positionsgenauigkeit von positiven und negativen Schweißenspfostenohren ist ≤±0.5mm;
2) die Positionsgenauigkeitsabweichung des Schutzbandes ist ≤±0.5mm;
3) Abweichung der Ausrichtungspräzision der Wicklung (ausgenommen den Fehler verursacht durch materielle Präzision)
Positive/negative Platte: ≤±0.3mm
Negativ Film/Membran: ≤±0.3mm
4) Abweichung in der Längenrichtung von positiven und negativen Pfosten
5) Längsgrat der Pfostenschere: ≤10um
6) positive und negative schweißende Nutzfläche (Elektrodenohrstärke 0.1mm): ≥70%
7) polarer Ohrschergrat: ≤15um
8) der Scherlängenfehler des Pfostenblattes (entsprechend der Beschichtungsgenauigkeit): ≤±0.5mm
9) Leben des Pfostenohrschneiders: 1 Millionmal
10) Leben des Pfostenscheibenschneiders: 300.000mal
11) Membranschneiderleben: 2 Millionmal
12) heiße Lochdurchlaufrate: 99,8%
13) Kurzschlussdurchsickern-Maßrate: 99,8%
Gesamtgröße 1.3.6 der Ausrüstung: Länge von 5000 mm× Höhe von mm× Breite 1950 von 2200 Millimeter (ausschließlich der überschüssigen Länge des Entladungsteils).
1.3.7 Nettogewicht Ausrüstung: 6000KG.
Energie mit 1.3.8 Versorgungen: Wechselstrom 220V± 10% 50Hz.
Energie 1.3.9: Gesamtleistung: 15KW.
Druckquelle der Zuluft 1.3.10: Luftdruck 0.5mpa (5kg/c㎡); Erforderliche Luftmenge: 600NL/min (Standardliter).
1.3.11 Temperatur und Umgebungsbedingungen:
Benutzen Sie Umwelt (gemäß JISB3502)
(1) umgebende Temperatur: 0 | 55℃;
(2) muss keine Schadgas- oder Brennstoffumwelt, kein Staub und andere raue Umwelt dort sein.
3.3.3.12-Gerätfarbe: Hochglanzbeige
3.3.3.13-Ausrüstungsgeräusche: ≤75db.
Kapazität 1.3.4 der Ausrüstung
1. Produktionskapazität
Produktionsgeschwindigkeit ≥ 27 langer Pfosten PPMs 700mm (Membranoutsourcing, Ohr des Pluspols 1; Ein oder zwei negative Pfosten
Sehr Ohr)
Produktionsgeschwindigkeit ≥ 20 langer Pfosten PPMs 900mm (Membranoutsourcing, Ohr des Pluspols 1; Ein oder zwei negative Pfosten
Sehr Ohr)
Anmerkung: außer Sachmängeln sollten beide Bedingungen erfüllt sein.
2. Korn-bewegendes Rate ≥ 95%
Ertrag = Quantität der tatsächlichen Produktion (Produktion- von Ausrüstungsgegenständengeschwindigkeit * tatsächliche Laufzeit).
3. Ertrag ≥ 98%
Ertrag = Quantität gute/tatsächliche Produktion (ausschließlich der Sachmängel).
3.3.5: verzeichnete Beschreibung der Ausrüstungsstruktur
1. Polschuhbeförderung (positive und negative Stücke sind die selben): er wird aus Abwickelnrahmen, Spannungssteuerung, Entstaubungsgerät, Abweichungskorrekturgerät, Lenkvorrichtung, etc. verfasst.
1) Abwickelnrahmen: der Abwickelnrahmen ist eine einzelne freitragende und doppelte Stützstruktur, die durch Wechselstromservomotor in der Mitte, mit dem aktiven Abwickeln angetrieben und mit automatischem Abweichungskorrekturmechanismus ausgerüstet wird, und eine pneumatische automatische Festziehenwicklung mit Luftregulierungssteuerventil;
2) Spannungsprüfer: durch den Potenziometer, der mit dem Schwingarm an Kontrollstelleabweichung angeschlossen wird, kann die Spannung justiert werden;
3) Entstaubungsgerät: das Gerät nimmt Motorantriebsbürsten- und Unterdrucksog an, um den Staub auf beiden Seiten vom Pfosten, mit hoher Entstaubungs-Leistungsfähigkeit zu entfernen;
4) Prozessabweichungskorrekturgerät: das Gerät wird aus zwei Mechanismen verfasst: Entdeckung und Durchführung. Der Bezugsrand des Polschuhs wird durch Sensor aus optischen Fasern ermittelt, um zu bestimmen, ob der Polschuh ausgeglichen wird. Steuern Sie dann den Oszillator, um die Abweichung zu korrigieren;
5) Fütterungsgerät des Pfostens: das Gerät angetrieben durch einen Servomotor, der genau den Pfosten in das wickelnde Teil einführt, um die Verteilung und die Positionierung des Pfostens sicherzustellen und automatisch kompensiert;
6) Membranbeförderung: sie wird aus Abwickelnrahmen, Spannungssteuerung und anderen Geräten verfasst. Abwickelnrahmen, Spannungssteuerung ist der selbe wie Pfostenblattabwickelnstation.
2. Pole-Ohrschweißensmechanismus
Zwei Sätze der Fütterungsohren der negativen Elektrode, des schweißenden Mechanismus, der Fütterungsschneidvorrichtung der negativen Länge des Elektrodenohrs gesetzten, des positiven Elektrodenohrenflusses und hat einen Prägungsmechanismus des polaren Ohrs. Pluspol ein Satz des Fütterungsohrs des Pfostens, schweißender Mechanismus und enthält einen Beschichtungsmechanismus.
3. Schutzbandmechanismus Pole-Ohrs
Satz des Positivs 1 polare Ohrpaste, Satz des Negativs 2 der polaren Ohrpaste, die polare Ohrpaste wird hauptsächlich auf der polaren Ohrpaste benutzt.
4. Wicklungsteil: dieses Teil nimmt Dreistiftdreistations-Wicklungsmodus, pneumatische Nadeleinwegzeichnung, Nadelwicklung an und Drehkopf angetrieben durch Wechselstromservomotor, Winkelposition und Geschwindigkeit kann Steuerung der Endlosschleife, Pluspol zuerst sein herein, negativer Pfosten zuerst auf zwei Arten kann frei eingestellt werden.
1) positiver und negativer abschneidener Pfosten: nehmen Sie scissor das Abschneiden, hier wird ausgerüstet mit Pfostenentstaubungsgerät an;
2) Membranausschnitt: pneumatischer Ausschnitt mit Gebirgsmesser;
3) Schnitt des Bands: pneumatischer Ausschnitt mit Gebirgsmesser;
4) Stanzen: unter Verwendung der mechanischen Unterbietung. Bei der Fütterung wird pneumatische Klammer benutzt, um die elektrische Zelle festzuklemmen und dann wird die umwickelnde Nadel gedreht, um das durchgehende Loch zu verwirklichen, und sie hat die Funktion des heißen Lochs. Wenn die Ausrüstung die Funktion des durchgehenden Lochs und des heißen Lochs VERWENDET, ist nasse Membran erforderlich. Wenn der Kundenprozeß den Gebrauch der trockenen Membran erfordert, dann sollte die Nadel mit einem Filmstartmittel regelmäßig gespritzt werden. Kurzschlussentdeckung während des Stanzens. Kurzschlussdetektor: DC 100v-500v justierbar; Strom, MA 1 microampere-9.
5. Stoppen Sie das Fütterungsgerät des Bands: passive Abwickelnmethode, komplettes Abwickeln, Pressekopf, Gebirgsmesserausschnitt durch den Zylinder, Bandwicklungslänge kann wie erforderlich eingestellt werden.
6. Die Beförderung zerteilt in Stücke: zeitweiliges Förderband wird angenommen, das mit dem Schlag der ganzen Maschine übereinstimmt, und wird horizontal vereinbart. Materialien werden auf der rechten Seite der Ausrüstung entladen, werden qualifizierte Produkte und defekte Produkte kontrolliert, werden qualifizierte Produkte an die Sammlungsstation geliefert, und defekte Produkte fallen in den Müllabfuhrkasten.
7. Maschinenstrukturbeschreibung
1) der Rahmen wird von geschweißten Stahlprofilen gemacht und verarbeitet, indem man altert. Das Wandbrett wird von den hochwertigen Stahlplatten gemacht und die zwei Seiten werden mit hohem planeness und guter struktureller Starrheit gerieben, um die Operationsgenauigkeit sicherzustellen.
2) Führerrolle: die Oberfläche der Aluminiumlegierung wird mit superhard Oxidation behandelt, mit hoher Oberflächenhärte und nicht einfach zu tragen;
3) der Schaltschrank befindet sich innerhalb der Maschine, die Hardware und Verdrahtung werden in Funktionsblöcke, die starke Strömung unterteilt und Schwachstrom werden, es hat die Schutzfunktionen der Kurzschlussüberlastung, des Machtdurchsickerns und des gleichen Verlustes getrennt;
4) Mensch-Maschine-Schnittstelle-Entwurf ist humanisiert und wissenschaftlich, und Fehlersuche kann angezeigt werden;
5) sie wird mit der Warnungsfunktion des Brechens des Bands und der Anwendung herauf das Material ausgerüstet, und die Maschine stoppt automatisch, um das ununterbrochene Rollen des Materials sicherzustellen;
6) sie wird mit den soliden und photoelektrischen Untersuchungsfunktionen der Warnungsfunktionen (Kurzschluss, wenig Pfostenohr, Gurtverbindung, etc.) ausgerüstet; Ablehnungsfunktion; Mit der Membran kann die positive und negative Platte eine einzelne Rollenfunktion haben;
7) sie hat die Funktion der Zählung von Endprodukten und des Messens der Länge der Polschuhe;
8) die Ausrüstung hat effektive Sicherheitsschutzanlagen.
Iii. AusrüstungsBetriebsumgebung
1. Ausrüstungsgewicht: 500-1500kg pro Einheit;
2. Umgebende Temperatur: bestimmt durch die Fabrikumwelt von Partei a;
3. Steuerstromversorgung: Dreiphasen-380V, 50HZ, Schwankungsstrecke der Spannung 5KVA: + 10%-10%;
4. Druckluft: nachdem dem Trocknen Filtrations- und Druckstabilisierung: der Ausgangsdruck ist größer als 6.0kg/cm2;
5. Vakuum: die Vakuumquelle wird von Partei a, ≦ -80kpa zur Verfügung gestellt;
6. Partei a garantiert, dass die Luft auf dem Standort ungehindert ist;
Iv. Installation, Entstörung und Training
1. Es sei denn, dass andernfalls erfordert im Schreiben, ist Partei a für das Empfangen, das Auspacken und das Transportieren der Maschinen zum Installationsstandort verantwortlich.
2. Partei b ist für die Installation, die Entstörung und die Integration der Ausrüstung verantwortlich.
3. Nachdem die Installation abgeschlossen ist, leiten beide Parteien Probeproduktion der Ausrüstung in den kleinen Reihen. Erst nachdem die Ausrüstung von Partei a qualifiziert und genehmigt wird, kann die Ausrüstung offiziell in Serienfertigung hergestellt werden.
4. Partei b stellt Training für Personal der Partei a kostenlos zur Verfügung. Der Inhalt umfasst den normalen Gebrauch, die Wartung, die Fehleranalyse und die Störungssuche, Operation der Ausrüstung
Sicherheits- und Dringlichkeitsverfahren.
1. Neues Ausrüstungsversprechen
Unsere Firma garantiert, dass die Waren, die zu den Kunden bereitgestellt werden, nagelneue, komplette und unbenutzte Ausrüstung sind.
2. Vertraulichkeitsverpflichtung
Unsere Firma verspricht, dass ohne die schriftliche Genehmigung irgendeiner Partei, der anderen bezogenen Zeichnungen der Partei, der technischen Informationen, der Geschäftsinformations- und Sektorgeheimnisse und der technischen Geheimnisse nicht zu den Drittparteien in jeder Hinsicht durchsickern gelassen werden darf.
3. Kundendienstverpflichtung
(1) zwei Monate nach Versand der Ausrüstung, ist Partei B für nicht menschliche Störungen in einer fristgerechten und freien Garantie innerhalb eines Jahres verantwortlich (wenn die Ausrüstung fehlerhaft ist, reagiert das Kundendienstpersonal innerhalb 2 Stunden, nachdem es die Mitteilung empfangen hat. Entsprechend der Situation muss Personal innerhalb 48 Stunden existieren. Nicht später als 60 Stunden, die Kontinuität der Produktion durch den Käufer sicherstellen;
(2) nach der Ausrüstung hat den Garantiezeitraum, wenn es ein Problem gibt, die zwei Parteien sich verständigen und beschäftigen es geführt. Bei Bedarf wird Nachverkaufspersonal gesendet, um es zu reparieren, und nur die Kosten werden berechnet. Zh
(3) während des Garantiezeitraums, der im Vertrag und in der technischen Vereinbarung unterzeichnet werden von den zwei Parteien vereinbart wird, stellt die Firma eine Garantie für Qualitätsprobleme zur verfügung, die nicht durch menschlichen Schaden während des normalen Gebrauches unserer Produkte verursacht werden.













