Übergangsplatten-Laser-Schweißens-Ausrüstung CCD-Entdeckungs-automatisches Be- und Entladung
Funktion und Einleitung mit 3,1 Geräten
Das Gerät schweißte das Verbindungsstück und die obere Abdeckung in eine durch Laser-Schweißen, klebte und schnitt automatisch das Material. Mit den folgenden Funktionen: automatisches Be- und Entladung, gravierter zweidimensionaler Code der oberen Abdeckung, Scannencode der oberen Abdeckung, obere Abdeckung und Verbindung bessern Versammlung und Laser-Schweißen, CCD-Entdeckung, Schweißensstandortreinigung, Kleber der oberen Abdeckung und der Verbindungsstückschweißensposition und Entdeckung, Zellfalte, Zellleichter schlag, Zellverbindliche Funktion aus.
3,3 Hauptmodule und Grundanforderungen
Haupttechnische funktionellanforderungen
Die Batterien, die 1 flexiblen Manipulatorentwurf, Produktschnittstelle einziehen, nimmt das nicht-metallische Material an, ganz ausgerüstet mit Wechselbeziehung (oder Reflexion) haben materiellen Entdeckungs-Sensor, der Manipulator wird verboten in den Bereichen wie direktem Kontakt mit Produktgebrauchs-Metallmaterial, sicherstellen, dass die Batterien, sich nicht bei Übertragung werden ausgerüstet mit Druckart Magnetventil verschieben, fallen Garantieprodukte nicht, wenn sie ohne Strom abgelaufen werden, wiederholen die Operationspräzision +/- von 0,05 Millimeter oder von kleiner.
Überprüfen Sie die ankommende Richtung der Batterie.
3. Die beweglichen Teile des Drahtes werden vom hohen flexiblen flexiblen flexiblen mehradrigen Draht gemacht.
Während des Übergangsprozesses wird die Zelle unter dem Schutz der Befestigung übertragen, und die relative Verschiebung zwischen der Zelle und der Befestigung tritt nicht auf. Die Anzahl von Zeiten, welche die Zelle in der Maschine gefangen wird, sollte nicht sein mehr als vier (ausschließlich der Anzahl von Zeiten geht die Zelle in und aus der Maschine).
Die obere Abdeckung, die 1 materielle Platten- und Ausrüstungsschnittstelle einzieht, hat einen Endanschlagentwurf.
2. Flexibler Entwurf des Manipulator, ist es verboten, um Metallmaterialien direkt in den Teilen wie dem Manipulator in Verbindung mit dem Produkt zu benutzen. Kontakt mit dem Dach soweit wie möglich, zum des Vermeidungsentwurfs zu verwenden.
1. Wenn es einen qr Code auf der oberen Abdeckung gibt, wird sie für materielle Nachweisbarkeit benutzt. Nachdem das Material gescannt und geladen ist, ist der Batteriedeckel kodierter Laser. Wenn Sie nicht direktes nehmen, gravieren Sie Code.
2. Laser-Kodierungsmaschine wurde benutzt, um die obere Abdeckung der Pfostenspalte zu kodieren, und der Kodierungseffekt wurde mittels der Codelesung überprüft. Die Ausrüstung liest und identifiziert den qr Code, nachdem der Code gedruckt ist, und bindet die Versammlungsinformationen der Reihen- und Pfostenspalte der oberen Abdeckung.
3 - gebissen mit Entstaubungsmechanismus.
4. Die Erfolgsquote der automatischen Lesung des gravierten Spitzenstrichkodes ≥99.9%.
Die Position und die Größe von 5 Yards sind abhängig von den Zeichnungen, die vom Käufer zur Verfügung gestellt werden.
6 n-Codeseriennummer kann automatisch erhöht werden, die Zeit/das Datum kann automatisch geändert werden, kann Strichkode mit dem Charakter und Änderung gleichzeitig gesprungen werden.
Bei Code 7n sollte es keine anormalen Probleme wie die Zunahme oder die Abnahme des Gewichtscodes und der Zahl geben, und die Software sollte zur Verfügung gestellt werden, um das Vorkommen des Gewichtscodes zu verhindern.
8. Die Position der äußeren Abdeckung des Fokussiertriebes wird mit einer Skalaskala (0.1mm) ausgerüstet um die schnelle und quantitative Fokussierung zu erleichtern.
9. Ipc wird mit dem Codegewehr angeschlossen, um den Code auf der oberen Abdeckung des Kodierers zu scannen (einschließlich ankommender Strichkode und Firmenstrichkode). Die Codescannen-Software sollte die Funktion des doppelten anti-schweren Codes haben und kann zum System geladen werden.
Die Außenseite der oberen Abdeckung wird wie der Hinweis benutzt, um das anormale Defocusing wegen des Stärkeunterschiedes von ankommenden Materialien zu vermeiden.
Farb-Sensor wird benutzt, um die Richtung der Abdeckung und des positiven und negativen Pfostens vor Laser-Schweißen zu ermitteln.
Schweißen Laser-2, zum der Spannung > des 200N (Scherkraft) zu treffen. Laser-Schweißenskennzeichen nach zerreißender Adhäsion, können Schweißensexplosionspunkt, Schweißen und anderes schlechtes Schweißen, nicht außer Verschmutzung oder Deformation von ankommenden Materialien produzieren.
3. Schweißensstandort-Koaxialentstaubung, Windgeschwindigkeit ≥15m/s.
4 während des Schweißverfahrens, die Batterie werden als Ganzes geschützt, und die Schweißensschlacke spritzt nicht auf der Oberfläche der Batterie und der oberen Abdeckung. (sehen Sie die folgenden Anweisungen für ausführlichen Staubschutzplan), wird der schweißende Bereich entstaubt, und die Schweißensschlacke wird effektiv absorbiert. Die Teile mit der Spritzenschweißensschlacke, die zur Werkzeugausstattung oder zur Schutzhaube befestigt wird, werden auch effektiv entstaubt.
Der festklemmende Mechanismus garantiert, dass der Adapter in engem Kontakt zur Abdeckung ist, bevor er, zum des virtuellen Schweißens zu vermeiden schweißt.
Die Energie des Laser-Schweißgeräts ist 4000W oder über ununterbrochenem Faserlaser, und die Energieanzeigenentschließung ist 1W.
Die Brennweite des Laser-Kopfes kann, mit einer Strecke -5.0~+5.0mm und der Anpassungsgenauigkeit ≤0.05mm digital angezeigt werden und justiert werden. Die Brennweiterichtung hat eine Skala/eine Skala mit einer Skalapräzision von 0.1mm, um das Defocusing zu überprüfen
Schweißensparameter sollten sichtbar gemacht, mit dem Strichkode der oberen Abdeckung nachweisbar und verklemmt sein.
Das Werkstück ist stationär und die Laser-Kopfsystembewegungen entlang den x-, y- und z-Äxten. Die wiederholte Positionierungsgenauigkeit ist ≤±0.05mm.
Mit Schweißensparameterspeichermodul ist es bequem, die Parameter von verschiedenen Produkten schnell zu nennen oder die Prozessparameter zu justieren und zu speichern. Die Speicherquantität wird angefordert, Gruppen ≥5 zu sein.
11. Das Schweißen basiert auf der Innenseite der Pfostenspalte der oberen Abdeckung, um das anormale Defocusing wegen des Stärkeunterschiedes von ankommenden Materialien, mit dem Ergebnis des schlechten Schweißens zu vermeiden. Gleichzeitig wird die Abstandsmaßfunktion angefordert, um die Änderung der Brennweite zu überwachen.
Die Länge der Glasfaser übersteigt nicht 20 Meter.
Gummieren des Moduls
1. Nach der Fertigstellung von Laser-Schweißen, wenden Sie 1-teiliges des Schutzbandes der hohen Temperatur an den positiven und negativen Laser-Schweißensstellen beziehungsweise an; Nachdem der Kern geschlossen ist, wird Band auf dem Endstück und der Seite der Zelle geklebt
Klebende Werkzeuge werden vom speziellen Antistockmaterial oder von anderen Antistockmethoden hergestellt.
Die Länge und die Position des Klebstreifens können justiert werden; Die klebende Position ist zur Mitte des Schweißungskennzeichenbereichs symmetrisch, und die Präzisionsabweichung der klebenden Position ist ±0.5mm.
4. , nach der Verpfändung, nehmen Sie die zwei Seiten und die Unterseite der Batterie auf, und kleben Sie die Menge und die Position des Bands entsprechend den Anforderungen des Kunden.
5. Staub saugen Sie Entdeckungs- und Frühwarnungsfunktion des defekten Gummis
Der Farb-Sensor sollte benutzt werden, um zu ermitteln, ob der Kleber fehlt.
7. Die Operation des klebenden Mechanismus ist stabil und zuverlässig, und der klebende Ertrag ist ≥99.5%, zu garantieren, dass die defekten Produkte nicht in den folgenden Prozess werden fließen lassen.
Halt 8 für ändernde Funktion ≤2min des Gummis, die Erfolgsquote des Gummiänderns ist 100%.
Nach dem faltenden und Mischenpfosten des moduls 1 wird Ansatz verbogen, übersteigen die Pfostenspalte und -Anschlussplatte nicht den Rand der oberen Abdeckung, und das Verbiegen schädigt nicht die Pfostenspalte, den Pfostenansatz, die schweißende Stelle und andere Teile
werden das polare ziehende und zerreißende Ohr 2 nicht bei Kern-schließend erlaubt.
Nachdem der Kern geschlossen ist, werden Seiten und die Unterseite geklebt und klebende Entdeckung wird geleitet.
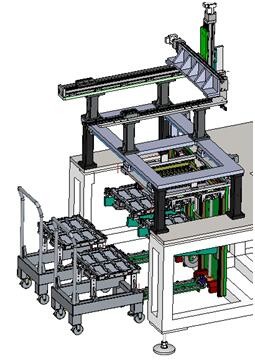
Abdeckungsschaltgetriebe umfasst hauptsächlich Fütterungswagen, Abdeckungsbehälter, Palettenhebevorrichtung, leerer Behälterübergangsmechanismus, Fütterungsmanipulator des Bocks. Die Hauptrealisierung der Abdeckung, nachdem das Material manuell ist, packen die Abdeckung in den Behälter, durch den Wagen zur Fütterungsstufe des Schaltgetriebes, der Manipulator nimmt automatisch die Abdeckung, leeren Behälter zurück zu dem Wagen, setzte die volle Platte aus, nachdem der Wagen manuell weggezogen wird.
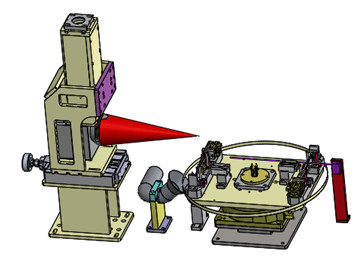
Der Kodierer wird hauptsächlich aus Kodierer-, Kodiereranpassungsmechanismus, Entstaubungsmechanismus, Abdeckungsklammer und Drehzylinder verfasst. Er verwirklicht hauptsächlich den zweidimensionalen Codestich auf dem Pfostenzylinder der Abdeckung, und dann, nachdem der Code graviert ist, wird der Code dann gescannt, um die Informationen der Abdeckung an den zweidimensionalen Code zu binden, und die zweidimensionalen Codeinformationen werden zum System für einfache Aufnahme und Lesung geladen; Der Staub vom Kodierungsprozeß wird durch das Entstaubungssystem gesammelt.
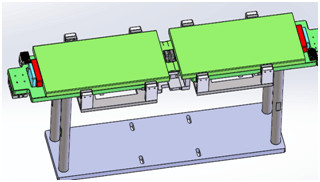
Der Sekundärstellmechanismus der elektrischen Zelle wird hauptsächlich aus einer Klammer und einem drei-mit Seiten versehenen stabilisierten Mechanismus verfasst. Er verwirklicht hauptsächlich die Anpassung des Abstandes zwischen den elektrischen Zellen, die durch Ultraschallschweißen abgeschlossen werden, um die Abstandsbedingungen für das Schweißen der Einbauplatte zu erfüllen. Die kurze Seite der elektrischen Zellen ist in der Mitte durch den Zylinder aufgehoben und ausgerichtet. Die Längenrichtung basiert auf dem Positionierungshinweis der polaren OhrZielposition, und die andere Seite des Zylinders wird justiert, um die Bedingungen für den Abstand zwischen den elektrischen Zellen zu erfüllen.
schweißende Station 3.3.4
Die Schweißensstation wird hauptsächlich aus dem Schweißen des dreiachsigen linearen Moduls, des Laser-Schweißensgelenkes, der Koaxialpfeife und des Flachdrückens des Schutzmechanismus verfasst. Sie verwirklicht hauptsächlich das Laser-Schweißen des Adapters. Der flachdrückende Mechanismus, bevor das Schweißen den Adapter und die Abdeckung zusammenpreßt, fährt das Schweißensgelenk zur Bewegung durch das dreiachsige lineare Modul, und das Entstaubungssystem raucht gleichzeitig und Entstaubung durch die Koaxialpfeife. Spezifische Entstaubungsschutzmaßnahmen sind, wie folgt:
Der Druckmechanismus passt nah den Adapter mit der Zylinderoberfläche der oberen Abdeckung durch die Abdeckung, und die Druckhöhe der Abdeckung hat einen flexiblen Mechanismus des Frühlinges, damit der positive und negative Adapter und die Pfostenspalte komprimiert sein können, selbst wenn sie nicht in der gleichen Fläche sind. Das Schweißensschild schließt die Schweißensgelenkbewegungsfläche ein und umfasst die Zelloberfläche. Die Schweißensschlacke und -spritzen, die im Schweißverfahren erzeugt werden, wird von der Zelle und von der oberen Abdeckung getrennt, um zu verhindern, dass die Schlacke und das Spritzen herausfällt.
Es gibt Entstaubungsrohre an beiden Enden der Schweißenspresseplatte, die an den Rauchreinigungsapparat angeschlossen werden. Der Schweißenskopf wird auch mit Koaxialpfeife ausgerüstet. Im Schweißverfahren werden drei Pfeifen benutzt, um Staub zu entfernen und gleichzeitig zu rauchen, um zu garantieren, dass schweißende Schlacke und Rauch in der Zeit entfernt werden können.
Zusammenarbeitsverpflichtung
1. Neues Ausrüstungsversprechen
Unsere Firma garantiert, dass die Waren, die zu den Kunden bereitgestellt werden, nagelneue, komplette und unbenutzte Ausrüstung sind.
2. Vertraulichkeitsverpflichtung
Unsere Firma verspricht, dass ohne die schriftliche Genehmigung irgendeiner Partei, der anderen bezogenen Zeichnungen der Partei, der technischen Informationen, der Geschäftsinformations- und Sektorgeheimnisse und der technischen Geheimnisse nicht zu den Drittparteien in jeder Hinsicht durchsickern gelassen werden darf.
3. Kundendienstverpflichtung
(1) zwei Monate nach Versand der Ausrüstung, ist Partei B für nicht menschliche Störungen in einer fristgerechten und freien Garantie innerhalb eines Jahres verantwortlich (wenn die Ausrüstung fehlerhaft ist, reagiert das Kundendienstpersonal innerhalb 2 Stunden, nachdem es die Mitteilung empfangen hat. Entsprechend der Situation muss Personal innerhalb 48 Stunden existieren. Nicht später als 60 Stunden, die Kontinuität der Produktion durch den Käufer sicherstellen;
(2) nach der Ausrüstung hat den Garantiezeitraum, wenn es ein Problem gibt, die zwei Parteien sich verständigen und beschäftigen es geführt. Bei Bedarf wird Nachverkaufspersonal gesendet, um es zu reparieren, und nur die Kosten werden berechnet. Zh
(3) während des Garantiezeitraums, der im Vertrag und in der technischen Vereinbarung unterzeichnet werden von den zwei Parteien vereinbart wird, stellt die Firma eine Garantie für Qualitätsprobleme zur verfügung, die nicht durch menschlichen Schaden während des normalen Gebrauches unserer Produkte verursacht werden.